Выбор читателей





Популярные статьи
Сторінка 9 з 15
2.12. Ремонт обмоток электрических машин
Обмотка является одной из наиболее важных частей электрической машины. Надежность машин в основном определяется качеством обмоток, поэтому к ним предъявляются требования электрической и механической прочности, нагревостойкости, влагостойкости и др. Все проводники обмотки должны быть изолированы друг от друга и от корпуса машины. Роль межвитковой изоляции выполняет изоляция самого провода, которая наносится на него в процессе изготовления на заводе. Изоляция, которая отделяет проводники обмотки от корпуса, называется корпусной.
Закрытые пазы (рис. 2.22, а) применяют как в фазных, так и в короткозамкнутых роторах асинхронных двигателей. В современных машинах закрытые пазы имеют прорези для уменьшения пазового рассеяния (эти прорези нельзя использовать для закладывания проводов, поэтому пазы и называются закрытыми). Проводники в такие пазы помещают с торца сердечника.
Рис. 2.22. :
а - закрытый; б - полузакрытый; е - полуоткрытый; г - открытый с бандажом; д - открытый с клином
Полузакрытые пазы (рис. 2.22, б) используют в статорах машин переменного тока мощностью до 100 кВт и напряжением до 660 В, а также в роторах и якорях машин мощностью до 15 кВт. Проводники обмотки круглого сечения опускают в пазы по одному через узкую прорезь.
Полуоткрытые пазы (рис. 2.22, в) применяют в статорах машин переменного тока мощностью 120 - 400 кВт и напряжением не выше 660 В. В них укладывают жесткие катушки по две в каждом слое.
Открытые пазы с креплением обмотки проволочным бандажом (рис. 2.22, г) используют в якорях машин постоянного тока мощностью до 200 кВт.
Открытые пазы с креплением, обмотки клином (рис. 2.22, д) применяются в якорях машин постоянного тока мощностью более 200 кВт, роторах синхронных машин мощностью 15 -100 кВт, статорах асинхронных машин мощностью свыше 400 кВт и крупных синхронных машин.
Корпусная изоляция может быть гильзовой или непрерывной.
При полуоткрытой и открытой формах паза прямолинейную часть проводов или катушек с гильзовой изоляцией обматывают несколькими слоями изоляционного материала, а для скрепления слоев оплетают изоляционными лентами. При полузакрытой форме паза гильзы из нескольких слоев помещают в пазы перед укладкой обмотки. Гильзовая изоляция простая в исполнении и занимает мало места в пазу, но ее можно применять в машинах с рабочим напряжением не выше 660 В. Это объясняется тем, что на стыках между гильзами и ленточной изоляцией лобовых частей катушек может быть пробой изоляции. Поэтому обмотки всех машин напряжением выше 1000 В имеют сплошную изоляцию.
В этом случае катушки или стержни обмоток оплетают изоляционной лентой по всему контуру. Материал ленты подбирают в зависимости от класса нагревостойкости обмотки, количество слоев определяется рабочим напряжением машины.
Существует несколько способов обматывания проводников и катушек обмотки с изоляционной лентой.
Обматывание лентой вразбежку (рис. 2.23, а) - изоляционный слой не образуется, поэтому этот способ применяется только для стягивания витков катушки или удерживания слоев гильзовой изоляции.
Обматывание лентой встык (рис. 2.23, б) - непрерывный слой изоляции не получается, так как в местах стыков могут быть оголенные участки катушки. Такое изолирование применяют только для защиты пазовых частей катушки.
В
Рис. 2.23. : а - вразбежку; б - встык; в - внахлестку
Обматывание лентой внахлестку (рис. 2.23, в) - образуется основная изоляция катушки или стержня. При этом перекрывают предыдущий виток ленты на 1/3, 1/2 или 2/3 ее ширины. Чаще всего применяют перекрытие на 1/2 ширины ленты. При этом действительная толщина изоляции получается вдвое больше расчетной.
Кроме межвитковой и корпусной изоляции катушек в обмотках применяют дополнительные изоляционные прокладки: на дне паза, между слоями обмоток, под проволочными бандажами, между лобовыми частями. Эти прокладки изготавливают из электрокартона, лаковой ткани и изоляционных пленок, а в машинах с нагревостойкой изоляцией из стеклоткани, микафолия, гибкого миканита и т. д.
Нагревостойкость изоляции является одним из важнейших ее свойств. В зависимости от этого параметра изоляционные материалы разделяют на семь классов: Y (90 °С), А (105 °С), Е (120 °С), В (130 °С), F (155 °С), Н (180 °С), С (более 180 °С).
Диэлектрические свойства изоляции характеризуются ее электрической прочностью и величиной электрических потерь. Высокой электрической прочностью обладают материалы на основе слюды. Например, электрическая прочность микаленты в зависимости от марки и толщины составляет 16 - 20 кВ/мм, непропитанной хлопчатобумажной ленты - только 6, а стеклоленты - 4 кВ/мм.
Электрическая прочность изоляционных материалов может значительно снизиться в результате деформаций при изготовлении обмоток. После пропитки соответствующими растворами электрическая и механическая прочность некоторых изоляционных материалов повышается.
Для обмоток электрических машин применяют провода с волокнистой, эмалевой и комбинированной изоляцией и голые провода круглого, прямоугольного и фасонного сечений.
Провода с эмалевой изоляцией круглого и прямоугольного сечения все в большей степени используются вместо проводов с волокнистой изоляцией, так как эмалевая изоляция более тонкая, чем волокнистая.
Обмотка электрической машины состоит из витков, катушек и катушечных групп.
Виток - два последовательно соединенных между собой проводника, размещенных под соседними разноименными полюсами. Виток может состоять из нескольких параллельных проводников. Число витков зависит от номинального напряжения машины, а площадь сечения проводников - от ее тока.
Катушка - несколько витков, уложенных соответствующими сторонами в два паза и соединенных между собой последовательно. Части катушки, которые лежат в пазах сердечников, называют пазовыми или активными, а размещенные за пазами - лобовыми.
Шаг катушки - число пазовых делений, заключенных между центрами пазов, в которые укладываются стороны витка или катушки. Шаг катушки может быть диаметральным или укороченным. Диаметральным называют шаг, равный полюсному делению, а укороченным - несколько меньший диаметрального.
Катушечная группа представляет собой несколько последовательно соединенных катушек одной фазы, стороны которых лежат под двумя соседними полюсами.
Обмотка - несколько катушечных групп, уложенных в пазы и соединенных по определенной схеме.
Обмотки электрических машин разделяют на петлевые, волновые и комбинированные. По способу заполнения паза они могут быть однослойными и двухслойными. При однослойной обмотке сторона катушки занимает весь паз по его высоте, а при двухслойной - только половину, вторую его половину заполняет соответствующая сторона другой катушки.
Основным типом статорной обмотки асинхронных машин является двухслойная обмотка с укороченным шагом. Однослойные обмотки применяются только в электродвигателях малых габаритов.
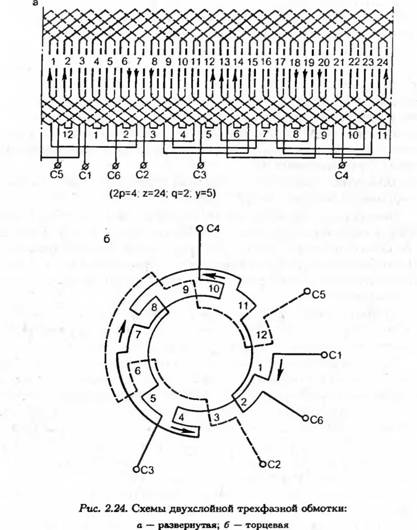
На рис. 2.24 показаны развернутая и фронтальная (торцевая) схемы двухслойной трехфазной обмотки. Стороны катушек в пазовой части обозначают двумя линиями - сплошной и штриховой. Сплошной линией изображают сторону катушки, которая уложена в верхнюю часть паза, а штриховой - нижнюю сторону катушки, уложенной на дно паза. В разрывах вертикальных линий указывают номера пазов сердечника. Нижний и верхний слои лобовых частей изображают соответственно штриховыми и сплошными линиями.
Начала первой, второй и третьей фаз обозначают CI, С2, СЗ (по старому, но широко используемому ГОСТу) или Ul, VI, W1 (по новому ГОСТу), а концы этих фаз - соответственно С4, С5, С6 или U2, V2, W2. На схеме указывается вид обмотки, а также даются ее параметры: z - число пазов; 2р - число полюсов; у - шаг обмотки по пазам; а - число пар параллельных ветвей в фазе; т - число фаз; способ соединения фаз - Y - звездой, Л - треугольником.
Обмотки статоров выполняют однослойными и двухслойными. Намотку однослойных обмоток осуществляют механизированным способом на специальных станках.
Однослойные обмотки имеют разную форму, а лобовые части одной катушечной группы - одинаковую форму, но разные размеры (рис. 2.25). Чтобы уложить обмотку в пазы сердечника статора, лобовые части катушек располагают по окружности в два или три ряда. Наиболее распространены однослойные двух- и трехплоскостные обмотки (лобовые части обмотки располагаются на двух или трех уровнях.
Роторы асинхронных двигателей выполняют с короткозамкнутой или фазной обмоткой. Короткозамкнутые обмотки электрических машин старых конструкций изготовлялись в виде "беличьей клетки" из медных стержней, концы которых были запаяны в отверстиях, высверленных в медных короткозамкнутых кольцах (см. рис. 2.3). В современных асинхронных электрических машинах мощностью до 100 кВт короткозамкнутую обмотку ротора образуют заливкой его пазов расплавленным алюминием.
С1 С6 С2 С4 СЗ С5
Рис. 2.25. (г = 24; р = 2): а - с четным числом пар полюсов; б - расположение лобовых частей; в - с нечетным числом пар полюсов; г - расположение лобовых частей
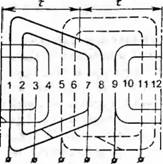
В фазных роторах асинхронных двигателей чаще всего применяют волновые или петлевые обмотки. Наиболее распространены волновые обмотки, преимущество которых заключается в минимальном числе межгрупповых соединений. Основным элементом волновой обмотки является обычный стержень. Двухслойную волновую обмотку выполняют, вставляя с торца ротора в каждый его закрытый или полузакрытый паз по два стержня. Схема волновой обмотки четырехполюсного ротора, который имеет 24 паза, показана на рис. 2.26, а. Шаг волновой обмотки равен числу пазов, разделенных на число полюсов. Для схемы, изображенной рис. 2.26, а, он будет равен 6. Это означает, что верхний стержень паза 1 подходит к нижнему стержню паза 7, который при шаге обмотки, равном 6, соединяется с верхним стержнем паза 13 и нижним стержнем паза 19. Для продолжения обмотки шагом, равным 6, необходимо соединить нижний стержень паза 19 с верхним стержнем паза 1, а значит, замкнуть обмотку, что недопустимо. Чтобы избежать этого, укорачивают или удлиняют шаг обмотки на один паз. Волновые обмотки с укороченным шагом на один паз называют обмотками с укороченными переходами, а с увеличенным шагом на один паз - обмотками с удлиненными переходами.
На схеме обмотки число пазов на полюс и фазу равно двум, поэтому необходимо сделать два обхода ротора, а для образования четырехполюсной обмотки не хватает соединений с противоположной стороны ротора, которые можно получить при его обходе, но уже в обратном направлении.
В волновых обмотках различают передний шаг обмотки со стороны выводов (контактных колец) и задний шаг обмотки со стороны, противоположной контактным кольцам. Обход ротора в обратном направлении, в данном случае переход на задний шаг, достигается соединением нижнего стержня паза 18 с нижним стержнем, который отстает от него на один шаг. Далее делается два обхода ротора. Продолжая обход ротора задним шагом, нижний стержень паза 12 соединяют с верхним стержнем паза 6. Дальнейшие соединения делают так. Нижний стержень паза 1 соединяют с верхним стержнем паза 19, который (как видно из схемы) соединяется с нижним стержнем паза 13, а тот в свою очередь с верхним стержнем паза 7. Второй конец верхнего стержня этого паза идет на вывод, образуя конец первой фазы.
Обмотки фазных роторов асинхронных двигателей соединяют преимущественно "звездой" с выводом трех концов обмотки к контактным кольцам. Выводы обмотки ротора обозначают PI, Р2, РЗ (по старому ГОСТу) или Kl, LI, Ml (по новому ГОСТу), а концы фаз обмотки соответственно Р4, Р5, Р6 или К2, L2, М2.
Перемычки, которые соединяют начала и концы фаз обмотки ротора, указывают римскими цифрами, например, в первой фазе перемычка, которая соединяет начало Р1 и конец Р4, обозначена I-IV, Р2 и Р5 - II-V, РЗ и Р6 - III-VI.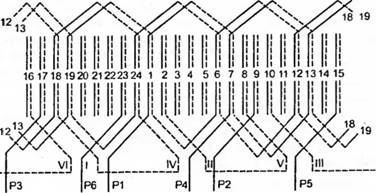
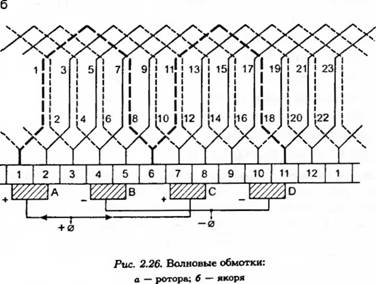
Для якорей машин постоянного тока применяют петлевые и волновые обмотки. Простая волновая обмотка якоря (рис. 2.26, б) получается соединением выводных концов секции с двумя коллекторными пластинами АС и BD, расстояние между которыми определяется двойным полюсным делением (2т). При выполнении обмотки конец последней секции первого обхода соединяют с началом секции, соседней с той, от которой был начат обход, и далее продолжают обходы по якорю и коллектору, пока не будут заполнены все пазы и не замкнется обмотка.
Подготовка обмоток к ремонту. Ремонт обмоток выполняется специально обученными рабочими на обмоточных участках ремонтного подразделения или предприятия. Подготовка машин к ремонту заключается в подборе обмоточных проводов, изоляционных, пропиточных и вспомогательных материалов. Перечень материалов, необходимых для ремонта обмоток, заносят в эксплуатационную документацию электрической машины.
Для выявления замыканий в обмотке между витками одной катушки или проводами разных фаз используют специальные приборы. Определив характер неисправности обмотки, начинают ее ремонт.
Технология капитального ремонта обмоток электрических машин включает следующие основные операции:
разборка обмотки;
очистка пазов сердечника от старой изоляции;
ремонт сердечника и механической части машины;
очистка катушек обмотки от старой изоляции;
подготовительные операции для изготовления обмотки;
изготовление катушек обмотки;
изолирование сердечника и обмоткодержателей;
укладывание обмотки в паз;
пайка соединений обмотки;
крепление обмотки в пазах;
сушка и пропитка обмотки.
Ремонт обмоток статоров. Изготовление обмотки статора начинают с намотки отдельных катушек на шаблоне. Чтобы правильно выбрать размер шаблона, необходимо знать основные размеры катушек, главным образом их прямолинейной и лобовой частей. Размеры катушек обмотки демонтируемых машин определяют путем замеров старой обмотки.
Катушки всыпных обмоток статоров изготавливают обычно на универсальных шаблонах (рис. 2.27). Такой шаблон представляет собой стальную плиту 1, которая при помощи приваренной к ней втулки 2 соединяется со шпинделем намоточного станка. Плита имеет форму трапеции. В ее прорези установлены четыре шпильки, закрепленные гайками. При намотке катушек разной длины шпильки перемещают в прорезях. При намотке катушек разной ширины шпильки переставляют с одних прорезей в другие.
В обмотках статора машин переменного тока обычно несколько соседних катушек соединяют последовательно, и они образуют катушечную группу. Чтобы избежать лишних паечных соединений, все катушки одной катушечной группы наматывают цельным проводом. Поэтому на шпильки 3 надевают ролики 4, выточенные из текстолита или алюминия. Число желобков на ролике равно наибольшему числу катушек в катушечной группе, размеры желобков должны быть такими, чтобы в них могли поместиться все проводники катушки.
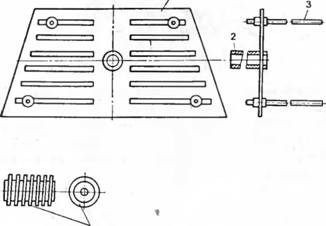
Рис. 2.27.: 1 - плита; 2 - втулка; 3 - шпилька; 4 - ролики
Иногда при ремонте обмоток двигателей приходится заменять отсутствующие провода проводами других марок и сечений. По тем же причинам вместо намотки катушки одним проводом используют намотку двумя (и более) параллельными проводами, суммарное сечение которых эквивалентно требуемому. При замене проводов ремонтируемых двигателей предварительно (до намотки катушек) проверяют коэффициент заполнения паза, который должен быть 0,7 - 0,75.
Катушки двухслойной обмотки укладывают в пазы сердечника группами, как они были намотаны на шаблоне. Провода распределяют в один слой и кладут стороны катушек, которые прилегают к пазу. Другие стороны катушек не укладывают в пазы до тех пор, пока не будут уложены нижние стороны катушек во все пазы (рис. 2.28). Следующие катушки кладут одновременно верхними и нижними сторонами. Между верхними и нижними сторонами катушек в пазах устанавливают изоляционные прокладки из электрокартона, согнутого в виде скобочки, а между лобовыми частями - из лакоткани или листов картона с наклеенными на них кусочками лакоткани.
При ремонте электрических машин старых конструкций с закрытыми пазами рекомендуется до начала демонтажа обмотки снять ее реальные обмоточные данные (диаметр провода, количество проводов в пазе, шаг обмотки по пазам и др.), а затем сделать эскизы лобовых частей и отмаркировать пазы статора (эти данные могут понадобиться при восстановлении обмотки).
Рис. 2.28. 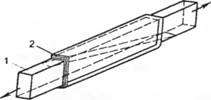
Рис. 2.29. : 1 - стальной дорн; 2 - гильза
Изготовление обмотки с закрытыми пазами имеет ряд особенностей. Пазовую изоляцию таких обмоток делают в виде гильз из электрокартона и лакоткани. Предварительно по размерам пазов машины изготовляют стальной дорн 1, который представляет собой два встречных клина (рис. 2.29). Дорн должен быть меньше паза на толщину гильзы 2. Затем по размерам старой гильзы нарезают заготовки из электрокартона и лакоткани на полный комплект гильз и приступают к их изготовлению. Нагревают дорн до 80 - 100 °С и плотно обертывают заготовкой, пропитанной лаком. Сверху на заготовку вполнахлестку плотно укладывают хлопчатобумажную ленту. После охлаждения дорна до температуры окружающей среды разводят клинья и снимают готовую гильзу. Перед намоткой помещают гильзы в пазы статора, а затем заполняют их стальными прутками, диаметр которых должен быть на 0,05 - 0,1 мм больше диаметра изолированного обмоточного провода. От бухты отрезают кусок провода, необходимый для намотки одной катушки. Длинный провод усложняет намотку, при этом нередко повреждается изоляция из-за частой протяжки его через паз.
Намотку в протяжку обычно производят два обмотчика, которые стоят с двух сторон статора (рис. 2.30). Изоляцию лобовых частей
обмотки машин на напряжение до 660 В, предназначенных для работы в нормальной среде, выполняют стеклолентой ЛЭС, причем каждый следующий слой полуперекрывает предыдущий. Каждую катушку группы обматывают, начиная от торца сердечника. Сначала обматывают лентой часть изоляционной гильзы, которая выступает из паза, а затем часть катушки до конца выгиба. Середины головок группы обматывают стеклолентой вполнахлестку. Конец ленты закрепляют на головке клеем или плотно пришивают к ней. Провода обмотки, которые лежат в пазе, удерживают с помощью пазовых клиньев, изготавливаемых из бука, березы, пластмассы, текстолита или гетинакса. Клин должен быть на 10 - 15 мм длиннее сердечника и на 2 – 3 мм короче пазовой изоляции и толщиной не менее 2 мм. Для влагоустойчивости деревянные клинья "варят" 3 - 4ч в олифе при 120 - 140°С.
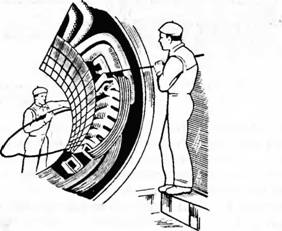
Рис. 2.30. Намотка впротяжку статорной обмотки электрической машины с закрытыми пазами
Клинья забивают в пазы средних и малых машин молотком и с помощью деревянной надставки, а в пазы крупных машин - пневматическим молотком (рис. 2.31). Затем собирают схему обмотки. Если фаза обмотки намотана отдельными катушками, их последовательно соединяют в катушечные группы.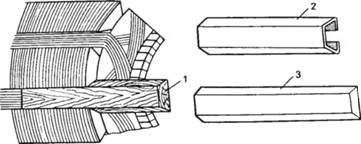
Рис. 2.31. : 1 - клин; 2 - пазовая изоляция; 3 - надставка
За начало фаз принимают выводы катушечных групп, которые выходят из пазов, расположенных около выводного щитка. Эти выводы отгибают к корпусу статора и предварительно соединяют катушечные группы каждой фазы, скручивают зачищенные от изоляции концы проводов катушечных групп.
После сборки схемы обмотки проверяют электрическую прочность изоляции между фазами и на корпус, а также правильность ее соединения. Для этого используют самый простой способ - кратковременно подключают статор к сети (127 или 220В), а затем к поверхности его расточки прикладывают стальной шарик (от шарикоподшипника) и отпускают его. Если шарик вращается по окружности расточки, значит схема собрана правильно. Такую проверку можно также осуществить с помощью вертушки. В центре диска из жести пробивают отверстие, укрепляют его гвоздем на торце деревянной планки, а затем эту вертушку помещают в расточку статора, который подключен к электрической сети. Если схема собрана правильно, диск будет вращаться.
Правильность сборки схемы и отсутствие витковых замыканий в обмотках ремонтируемых машин проверяют также электронным аппаратом Ел-1. Две одинаковые обмотки или секции соединяют с аппаратом, а затем с помощью синхронного переключателя подают периодически импульсы напряжения на электронно-лучевую трубку аппарата. Если в обмотках нет повреждений, кривые напряжений на экране накладываются одна на другую, при наличии же дефектов они раздваиваются. Для обнаружения пазов, в которых находятся короткозамкнутые витки, используют приспособление с двумя П-образными электромагнитами на 100 и 2000 витков. Катушку неподвижного электромагнита (100 витков) соединяют с выводами аппарата, а катушку подвижного электромагнита (2000 витков) - с выводами "Сигн. явл.". При этом средняя ручка должна быть поставлена в крайнее левое положение "Работа с приспособлением". Если переставить оба электромагнита приспособления с паза на паз по расточке статора, на экране появится прямая или кривая линия с малыми амплитудами, которая свидетельствует об отсутствии в пазе короткозамкнутых витков. В противном случае на экране будут кривые линии с большими амплитудами.
Аналогично находят короткозамкнутые витки в обмотке фазного ротора или якоря машин постоянного тока.
Ремонт обмоток роторов. В асинхронных двигателях с фазным ротором используют два основных типа обмоток: катушечную и стержневую. Изготовление всыпных и протяжных катушечных обмоток роторов почти не отличается от изготовления таких же обмоток статоров.
В машинах мощностью до 100 кВт применяют преимущественно стержневые двухслойные волновые обмотки роторов. В них повреждаются не сами стержни, а их изоляция (в результате частых чрезмерных нагревов), а также пазовая изоляция роторов.
Обычно медные стержни поврежденной обмотки используют повторно, поэтому после восстановления изоляции их кладут в те же пазы, в которых они находились до ремонта.
Сборка стержневой обмотки ротора состоит из трех основных операций: укладка стержней в пазы сердечника ротора, изгибание лобовых частей стержней и соединение стержней верхнего и нижнего рядов пайкой или сваркой. Изолированные стержни, которые используются повторно, поступают на укладку в пазы только с одной согнутой лобовой частью. Другие концы этих стержней изгибают специальными ключами после укладки в пазы. Сначала кладут в пазы стержни нижнего ряда, вставляя их со стороны, противоположной контактным кольцам. Уложив весь нижний ряд стержней, их прямые участки помещают на дно пазов, а согнутые лобовые части - на изолированный обмоткодержатель. Концы согнутых лобовых частей сильно стягивают временным бандажом из мягкой стальной проволоки, плотно прижимая их к обмоткодержателю. Второй временный бандаж из проволоки наматывают на середины лобовых частей. Временные бандажи служат для предотвращения сдвига стержней при дальнейшем их изгибании.
Стержни изгибают с помощью двух специальных ключей (рис. 2.32).
После укладки стержней нижнего ряда переходят к укладке стержней верхнего ряда обмотки, вставляя их в пазы со стороны, противоположной от контактных колец. Потом кладут временные бандажи. Концы стержней соединяют медной проволокой для проверки отсутствия замыкания на корпус. Если результаты испытаний положительные, продолжают сборку обмотки, концы верхних стержней изгибают в противоположную сторону. Согнутые лобовые части верхних стержней также крепят двумя временными бандажами.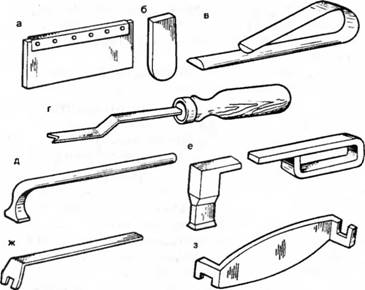
Рис. 2.32. :
о - пластинка; б - "язык"; в - обратный клин; г - угловой нож; д - выколотка; е - топорик; ок, а - ключи для гнутья стержней ротора
После укладки стержней верхнего и нижнего рядов обмотку ротора сушат при 80 - 100° С в печи или сушильном шкафу. Затем испытывают изоляцию высушенной обмотки.
Конечными операциями изготовления стержневой обмотки ротора ремонтируемой машины является соединение стержней, забивание клиньев в пазы и бандажирование обмотки. Для повышения надежности машин применяют соединение стержней пайкой твердыми припоями.
Обмотки фазных роторов асинхронных двигателей соединяют преимущественно "звездой".
Большинство асинхронных двигателей мощностью до 100 кВт изготавливается с короткозамкнутым ротором, который выполняют из алюминия методом литья.
Ремонт литого ротора с поврежденным стержнем состоит из перезаливки его после выплавки алюминия и очистки пазов. Для этой цели используют кокили.
На крупных электроремонтных заводах короткозамкнутые роторы заливают алюминием центробежным или вибрационным способом, а также используют литье под давлением.
Ремонт обмоток якорей. Основные неисправности обмоток якорей: соединение обмотки с корпусом, межвитковые замыкания, обрывы в обмотках, механические повреждения паек.
При подготовке якоря к ремонту снимают старые бандажи, отпаивают соединения с коллектором, удаляют старую обмотку, предварительно записав все необходимые для ремонта данные.
В машинах постоянного тока применяют стержневые и шаблонные обмотки якорей. Стержневые обмотки якорей выполняют так же, как и стержневые обмотки роторов.
Для намотки секций шаблонной обмотки используют изолированные провода, а также медные шины, которые изолируют лакотканью или миколентой. Секции шаблонной обмотки наматывают на универсальных шаблонах, которые позволяют делать обмотку, а затем растяжку небольшой секции, не снимая ее с шаблона. Растяжку секций якорей крупных машин выполняют на специальных станках с машинным приводом. Перед растяжкой секцию закрепляют, временно обматывая ее хлопчатобумажной лентой в один слой, чтобы обеспечить правильное формирование секции при растяжении.
Катушки шаблонных обмоток изолируют вручную или на специальных станках. При укладке шаблонной обмотки в паз следят, чтобы концы катушки, которые повернуты к коллектору, а также расстояния от края сердечника до перехода прямой (пазовой) части в лобовую были одинаковые. После укладки всей обмотки провода обмотки якоря подсоединяют к пластинам коллектора пайкой с использованием припоя ПОСЗО.
Качество пайки проверяют внешним осмотром, измерением переходного сопротивления между соседними пластинами, пропусканием рабочего тока по обмотке якоря. При качественной пайке переходное сопротивление между всеми парами пластин должно быть одинаковым. При пропускании по обмотке якоря в течение 20 - 30 мин номинального тока не должно возникать местных нагревов.
Чаще всего поврежденными оказываются катушки добавочных полюсов, которые намотаны прямоугольной медной шиной плазом или на ребро. Обычно повреждается изоляция между витками катушки. При ремонте катушку перематывают на намоточном станке (рис. 2.33, а), а затем изолируют на изолировочном станке (рис. 2.33, б). Изолированную катушку стягивают хлопчатобумажной лентой и прессуют. Для этого надевают на оправку торцевую изоляционную шайбу, кладут на нее катушку и накрывают второй шайбой. Затем сжимают катушку на оправке, присоединяют к сварочному трансформатору, нагревают до 120 °С и, сжимая ее, снова прессуют, после чего охлаждают в запрессованном положении на оправке до 25 °С. Снятую с оправки охлажденную катушку покрывают лаком воздушной сушки и выдерживают в течение 10 - 12 ч при 20 - 25 °С.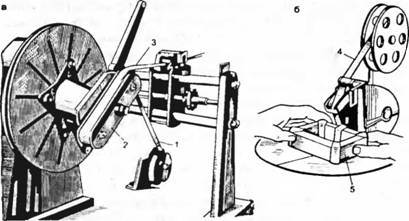
Рис. 2.33. :
а - для намотки катушек из полосовой меди; б - для изолировки намотанной катушки; 1, 4 - миканитовая и хлопчатобумажная ленты; 2 - шаблон; 3 - медная шина;
5 - полюсная катушка
Наружную поверхность катушки изолируют асбестовой, а затем миканитовой лентой и покрывают лаком. Готовую катушку надевают на добавочный полюс и крепят деревянными клиньями.
Сушка и пропитка обмоток. Некоторые изоляционные материалы (электрокартон, хлопчатобумажные ленты) являются гигроскопическими. Поэтому перед пропиткой обмотки статоров, роторов и якорей сушат в специальных печах при 105 - 200° С. Можно также использовать инфракрасные лучи, источником которых являются специальные лампы накаливания.
Высушенные обмотки пропитывают лаком в специальных ваннах с подогревом, которые устанавливают в отдельном помещении, оборудованном приточно-вытяжной вентиляцией и необходимыми средствами пожаротушения.
Для обмоток применяют пропиточные лаки воздушной или печной сушки, а в отдельных случаях - кремнийорганические лаки. Пропиточные лаки должны обладать малой вязкостью и большой проникающей способностью и в течение длительного времени сохранять изоляционные свойства.
Обмотки электрических машин пропитывают один, два или три раза в зависимости от условий эксплуатации и предъявляемых к ним требований. В процессе пропитки необходимо постоянно проверять вязкость и густоту лака, так как растворители испаряются и лак загустевает. При этом значительно снижается его способность проникать в изоляцию проводов обмотки, расположенных в пазах сердечника статора или ротора. Поэтому в пропиточную ванну периодически добавляют растворитель.
Обмотки электрических машин после пропитки сушат в специальных камерах с естественной или принудительной вентиляцией тепловым воздухом. Подогрев может быть электрическим, газовым, паровым. Наиболее распространены сушильные камеры с электрическим подогревом.
В начале сушки (1 - 2 ч), когда удерживаемая в обмотках влага быстро испаряется, отработанный воздух полностью выпускается в атмосферу. В последующие часы сушки часть отработанного теплого воздуха, содержащего небольшое количество влаги и паров растворителя, возвращается в камеру. Максимальная температура в камере не превышает 200° С.
Во время сушки обмоток постоянно контролируют температуру в камере и выходящего из нее воздуха. Обмотки располагают так, чтобы они лучше обдувались горячим воздухом. Процесс сушки состоит из разогрева обмоток (для выведения растворителя) и запекания лаковой пленки.
При подогреве обмоток повышать температуру выше 100 - 110°С нежелательно, так как преждевременно может образоваться лаковая пленка.
В процессе запекания лаковой пленки кратковременно (не более чем на 5 - 6 ч) можно повышать температуру сушки обмоток с изоляцией класса А до 130 - 140 °С.
На крупных электроремонтных предприятиях пропитку и сушку выполняют на специальных пропиточно-сушильных конвейерных установках.
После ремонта электрические машины поступают на испытания.
1. Какие способы обмотки катушек лентами используют при их изолировании?
2. Как разделяются изоляционные материалы по классам нагревостойкости?
3. Что такое виток, катушка, катушечная группа и обмотка?
4. Какие типы обмоток применяются в статорах асинхронных двигателей?
5. Какие пазы используются в электрических машинах?
6. Как устроен универсальный обмоточный шаблон?
7. Как укладывают в пазы шаблонную обмотку?
8. Как изготовляют стержневую обмотку?
9. Какие приспособления применяют при выполнении катушек якоря?
10. Как изолируют лобовые части обмоток?
11. Какие неисправности бывают в полюсных катушках?
12. Почему сушат обмотки?
13. Процесс пропитки обмотки.
Подготовку статора к перемотке начинают с удаления и очищения пазов от старой обмотки (вручную стальными щетками, вращаемыми электродрелями и т.д.), а также от поврежденной изоляции. При затрудненном снятии старой изоляции пазов статоры малых габаритов после снятия обмотки погружают в горячее трансформаторное масло, размягчающее остатки изоляции.
Затем статоры или роторы, крупных машин очищают ветошью, смоченной растворителем (например, бензином). Статоры, роторы и детали небольших машин промывают в 2 - 3%-ном растворе каустика температурой 70 - 80 °С (раствор перемешивают сжатым воздухом), затем промывают в горячей воде и сушат.
В очищенном от грязи статоре тщательно проверяют состояние стальных пакетов, зачищают пазы от заусенцев, подтягивают шпильки, стягивающие сердечник, и мегомметром измеряют сопротивление изоляции. Пазы и торцовые части сердечника и нажимных шайб окрашивают лаком. Нажимные шайбы и пазы изолируют.
Для облегчения последующего ремонта машины в процессе снятия старой обмотки составляют сопроводительную записку, содержащую следующие данные:
назначение, тип и заводской номер машины, наименование завода-изготовителя;
Количество и схему соединения фаз, мощность, напряжение и ток, частоту вращения, число пар полюсов;
внутренний и наружный диаметры статорного сердечника, включая вентиляционные каналы, количество и ширину каналов, количество и размеры пазов;
сечение медной обмотки, марку провода, количество проводов в пазу и параллельных проводов, шаг секции (катушек) по пазам, сопротивление секции (катушки) и фазы;
схему соединения обмоток;
размеры секции (катушек); среднюю длину витков и секции (катушек);
изоляцию секции (катушки), прямой части, сгибов, выводов, наклонной части, головки; используемый изоляционный материал и его размеры;
изоляцию паза, размер и количество прокладок;
размер клиньев;
изоляцию нажимной шайбы, обмоткодержателя и т.д.
В настоящее время в ремонт в основном поступают электродвигатели единой серии А и АО общепромышленного назначения со всыпными обмотками (состоящими из мягких катушек, намотанных круглым проводом). Ремонт последних состоит из следующих основных операций: заготовки изоляционных деталей, намотки катушек, укладки и пропитки обмоток.
Заготовка изоляционных деталей. К началу ремонта электродвигателя заготавливают все изоляционные детали в полном комплекте.
Материалы, из которых изготовляют изоляционные детали, подготавливают следующим образом. Электрокартон, поступающий обычно в больших тяжеловесных рулонах, перематывают в рулоны меньших размеров массой до 10 - 15 кг и просушивают в вертикальном положении в сушильной печи при температуре 90 - 95 °С в течение 1 - 2 ч. Горячий электрокартон пропитывают в льняном масле или натуральной олифе и вновь сушат в печи при той же температуре в течение 3 - 4 ч. Допускается также сушка пропитанного электрокартона на воздухе. В этом случае время сушки в зависимости от окружающей температуры увеличивают до 24 - 36 ч. При сушке как в печи, так и на воздухе рулон электрокартона должен быть распущен, чтобы между отдельными слоями был зазор.
Затем определяют вариант раскроя материала с минимальными отходами. Заготовки для пазовых коробок и других деталей нарезают на рычажных ножницах с ограничительными и прижимными планками таким образом, чтобы направление волокон уложенной в паз коробки совпадало с продольной осью электродвигателя. Лакоткань разрезают под углом 45 а стеклоткань - под углом 15 ° к оси полотна.
Пазовые коробки могут быть закрытыми либо открытыми. При открытом исполнении, когда пазовая коробка не перекрывает катушку под пазовым клином, ширина заготовки одинакова для всех слоев изоляции и определяется периметром паза. При закрытом исполнении, когда коробка перекрывает катушку под пазовым клином, ширина внутреннего слоя на 20 - 30 мм и более должна превышать другие слои. При этом в процессе укладки обмотки края коробок выступают из пазов и предохраняют изоляцию проводов от повреждения, что особенно важно при применении проводов марок ПЭЛБО, ПЭЛШО со сравнительно хрупкой эмалевой изоляцией.
Кроме пазовых коробок, к началу ремонта подготавливают: прокладки для укладки в середине паза между сторонами катушек, междуфазные прокладки, линоксиновые трубки для изоляции соединений проводов внутримашинных соединений и выводных концов, а также пазовые клинья. Длину междуфазных прокладок определяют вылетом лобовых частей, а ширину - шагом обмотки. Пазовые клинья изготовляют из пропитанной и просушенной древесины твердых пород (бука, березы) или из текстолита.
Намотка катушек. Как указывалось, всыпные обмотки изготовляют из проводов круглого сечения. Сортамент медной проволоки для изготовления обмоточных проводов достигает 80 размеров. В настоящее время изготовляют провода с волокнистой, эмалевой и комбинированной эмалево-волокнистой изоляцией.
Различные виды или марки обмоточных проводов имеют условные буквенные и цифровые обозначения. Сортамент обмоточных проводов приводится обычно в заводских инструкциях или справочниках по ремонту обмоток электрических машин.
Для обмоток электродвигателей единой серии А и АО количество проводов ограничено 34 размерами, а марок - двумя. Большинство обмоток выполнено проводом диаметром 1,25 - 1,62 мм. Во многих случаях провод одного и того же размера применяют для обмоток различных электродвигателей путем изменения числа параллельных ветвей в фазе.
Для электродвигателей 3 - 5-го габаритов всех типов и электродвигателей 6 - 9-го габаритов типов А, АО, АП, АОТ и АК применяют провод марки ПЭЛБО, а типов АО, АОС, АОП - марки ПС Д.
Катушки всыпной обмотки желательно мотать из одного провода. Это обеспечивает их компактность и правильную форму. Катушки, намотанные из двух и более параллельных проводов, сложней укладывать в паз: повышается вероятность перекрещивания проводов в пазу (крестов), являющаяся одной из причин обмоточного брака из-за повреждения изоляции проводов при уплотнении катушки в пазу. Максимальное количество параллельных проводов в катушке - три. Катушки, состоящие из четырех параллельных проводов, являются исключением.
Вместе с тем укладка в пазы провода диаметром 2,5 мм и более также затруднена из-за его жесткости и влечет за собой повреждение изоляции провода и разрыв вылетов пазовых коробок. Поэтому проводники катушек, диаметр которых превышает 2,5 мм, разбивают на два одинаковых параллельных, но более тонких провода. Диаметр заменяющего провода должен быть в 1,41 раза меньше диаметра заменяемого провода. Например, для замены провода диаметром 1,62 мм следует взять два параллельных проводника диаметром 1,62: 1,41 = 1,5 мм. Размер проверяют по установленным нормам и используют провод ближайшего стандартного диаметра (1,16 мм). При отсутствии нужного провода катушку мотают проводом другого размера и марки изоляции или двумя более тонкими, но различными между собой по диаметру проводами.
Катушки для всыпных обмоток наматывают на станках со специальными шаблонами, имеющими несколько ячеек, позволяющих производить намотку нескольких катушек одним непрерывным проводом, что упрощает процесс монтажа внутримашинных соединений. Число ячеек выбирают равным или кратным числу катушек в группе. Для электродвигателей малой мощности число ячеек должно быть равным числу катушек в фазе. Размеры катушек при перемотке определяют по заводскому исполнению. Следует учитывать, что у электродвигателей малой мощности катушки мягкие и податливые, поэтому важным является не форма катушки, а точное измерение длины витка.
Необходимую форму катушке придают в процессе ее укладки в пазы статора. На рис. 1 изображен станок с ручным приводом для намотки мягких катушек. Изменение размеров наматываемых катушек достигается передвижением колодок шаблона по коромыслу. В связи с тем что число витков в катушках обмоток электродвигателей единой серии сравнительно невелико, а лишние или недостающие могут явиться причиной брака, точность их отсчета имеет большое значение. Поэтому станок снабжен счетчиком оборотов.
В электродвигателях единой серии малой мощности применяют концентрические однослойные обмотки. Для намотки катушечной группы таких обмоток служит ступенчатый шаблон, число ступеней которого равно количеству катушек в группе.
Укладка обмоток - одна из наиболее ответственных операций технологического процесса ремонта. Перед укладкой обмотчик должен подробно ознакомиться с обмоточно-расчетной запиской ремонтируемого электродвигателя.
Рис. 1. Станок с ручным приводом для намотки катушек: 1 - колодка шаблона; 2 - ползун; 3 - коромысло; 4 - планки;
5 - шпилька; 6 - гайка; 7 - счетчик оборотов; 8 - ручка
Активная сталь статора должна быть исправной, так как производить какие-либо механические работы после укладки обмотки недопустимо: это может привести к повреждению ее изоляции обмоток. Статор должен быть полностью подготовлен к укладке обмотки, пазы прочищены, продуты и проверены их размеры. Все изоляционные детали и катушки обмотки также должны быть подготовлены.
Каждый обмотчик помимо обычного измерительного и монтерского инструмента (плоскогубцы, круглогубцы, кусачки, стальной и деревянный молотки, мерные линейки и др.) должен иметь специальный набор инструментов.
Рабочим местом обмотчика является поворотный стол, дающий возможность поворачивать статор.
Обычный способ укладки двухслойной обмотки (с подъемом шага) заключается в том, что шаговые катушки (в количестве, равном шагу обмотки) укладывают нижней стороной на дно паза, оставляя верхнюю сторону неуложенной. Затем укладывают верхние и нижние стороны остальных катушек. Верхние стороны шаговых катушек укладывают последними. Ввиду того что они находятся в расточке статора, усложняется процесс укладки обмотки, особенно при малых диаметрах расточки. Поэтому в электродвигателях с малыми диаметрами расточки обе стороны шаговых катушек укладывают на дно паза. Остальные катушки, кроме катушек последнего шага, укладывают как в двухслойной обмотке (одна сторона катушки - на дно паза, вторая - вверху паза). Катушки последнего шага укладывают обеими сторонами вверху паза.
Способ обмотки выбирают в каждом отдельном случае. Однако при первом способе обмотка получается более правильной и имеет аккуратный вид.
Технологический процесс укладки обмотки должен начинаться с проверки симметричности расположения пазовых коробок. В том случае, если пазовые коробки не перекрывают собой обмотку, для предохранения их от повреждения при закладке проводов катушки в шлицы вставляют временные направляющие вкладыши.
Катушку, подлежащую укладке, располагают над пазом, находящимся в самом низу расточки, и, пользуясь специальной пластинкой, проталкивают все проводники катушки. Во избежание перекрещивания проводников в пазу укладку их производят в том же порядке, в котором они наматывались на шаблон. При этом внимательно следят, чтобы все проводники располагались параллельно друг другу. Затем, каждый раз поворачивая корпус статора на одно пазовое деление, укладывают на дно паза все остальные катушки первой катушечной группы. После этого в пазы закладывают междуслойные прокладки, а начало и конец катушечной группы надежно прикрепляют лентой, шпагатом или «чулком» по наружному контуру головок лобовых частей крайних катушек. Выводные концы располагают параллельно проводам катушки. Таким же способом укладывают нижнюю сторону катушек следующей катушечной группы, осуществляя до тех пор, пока не будут заполнены стороны всех катушек, входящих в шаг.
После этого в пазы укладывают как нижние, так и верхние стороны всех катушек, причем после укладки нижних сторон в пазы закладывают междуслойные прокладки, закрепляют начала и концы групп, а затем верхние стороны катушечных групп. В том случае, если при укладке допущен перекос междуслойных прокладок, они не только не изолируют стороны катушек, уложенных в один паз (катушки могут принадлежать разным фазам), но и могут явиться причиной брака при уплотнении обмотки.
Закладка верхних сторон катушек - более ответственная и трудоемкая операция, чем закладка нижних сторон, так как часть паза уже заполнена проводами нижней катушки и междуслойной прокладкой. Перед закладкой проводов верхних катушек производится уплотнение проводов в пазу. Для этого в паз вставляют уплотнитель и продвигают его по междуслойной прокладке, одновременно ударяя по нему молотком для осадки обмотки. Перед укладкой провода верхних катушек тщательно выравнивают и через шлиц закладывают в паз. В некоторых случаях после укладки части проводов верхней катушки приходится повторно уплотнять паз.
После укладки всех витков из паза удаляют направляющие вкладыши, вновь уплотняют провода в пазу, закладывают под- клиновые прокладки и заклинивают паз. Толщину пазового клина выбирают таким образом, чтобы обеспечить достаточно плотное, но не чрезмерное закрепление проводов в пазу.
В том случае, если конструктивным исполнением предусмотрено перекрытие краев пазовой коробки, легкими ударами молотка через уплотнитель обивают края коробки по всей длине паза, натирают клин парафином, срезают его конец на конус на длине 3 - 5 мм и заводят его в паз с торца пакета стали. Затем, не вынимая уплотнитель из паза, легкими ударами молотка забивают клин, продвигая уплотнитель впереди клина и прижимая им края коробки. В тех случаях, когда пазовые коробки выполнены без загиба, клин вставляют внутрь пазовой коробки. Процесс забивки клина не отличается от описанного ранее, но осуществляется с особой осторожностью, не допуская заедания пазовой коробки забиваемым клином.
После укладки верхних сторон катушек и заклинивания пазов в лобовых частях между катушечными группами устанавливают прокладки под первые катушки каждой группы. Эти прокладки называют междуфазными. Они являются изоляцией между соседними катушками, принадлежащими к разным фазам. Форма междуфазных прокладок должна повторять форму лобовых частей обмотки с припуском в 5- 7 мм по всему контуру для разделения нижних и верхних сторон катушечных групп. Перед укладкой последних катушек не заложенные ранее в пазы верхние стороны катушек первого шага отгибают к центру расточки для того, чтобы создать возможность укладки нижних сторон.
Ручная намотка катушек на шаблоне требует больших затрат труда и времени. Чтобы ускорить процесс намотки, а также уменьшить количество паек и соединений, применяют механизированную намотку катушек со специальными шаблонами, позволяющими последовательно наматывать все катушки одной катушечной группы или фазы.
Готовую катушечную группу укладывают в пазы (рис. 2). Окончив укладку катушек в пазы статора и расклиновку обмотки, собирают схему. Затем проверяют правильность соединений, а также отсутствие замыканий между фазами и «на корпус» путем подачи напряжения 1 - 1,5 кВ аппаратами СМ-1 или СМ-2. Последний имеет меньшую массу, габариты и диаметр электронно-лучевой трубки, поэтому его применяют как переносной прибор.
После проверки правильности сборки и отсутствия дефектов в обмотке провода обмотки соединяют пайкой или сваркой, присоединяя к началам и концам фаз выводные провода ПРГ. Для двигателей мощностью до 25 кВт провода обмотки обычно соединяют электродуговой сваркой клещами, подключенными к сварочному трансформатору 380-127/36- 1-2 В, а свыше 25 кВт - пайкой твердыми припоями МФ либо оловянисто-свинцовыми припоями ПОС-40 или ПОС-50. В качестве флюса применяют канифоль.

Рис. 2. Укладка в пазы катушек всыпной обмотки
Ремонт роторов с короткозамкнутой обмоткой. Короткозамкнутый ротор ремонтировать легче, чем обмотку статора, так как схема его обмотки очень проста. После удаления старой обмотки в пазы ротора забивают новые роторные стержни из красной меди, заготовленные по размерам старых. Замыкающие кольца изготовляют из материала, имеющего большее сопротивление, чем стержни (например, из бронзы). Стержни с замыкающими кольцами соединяют пайкой твердыми припоями или сваркой. После этого ротор протачивают и балансируют. Короткозамкнутые обмотки роторов часто изготовляют из алюминия отливкой. При этом наиболее частыми повреждениями алюминиевых роторов являются разрывы и трещины короткозамыкающих колец, а иногда и обрывы стержней. Неглубокие трещины запаивают припоем марки А, а перезаливают роторы расплавленным алюминием. При перезаливке алюминий сначала выплавляют в печи при температуре 700 - 750 °С, а потом заливают ротор статическим, центробежным или вибрационным способом под давлением.
Причины повреждения обмоток электродвигателей
При эксплуатации электрических машин постепенно разрушается изоляция обмоток в результате ее нагрева, воздействия механических усилий от вибрации, динамических сил при пусках и переходных процессах, центробежных сил при вращении, влияния влаги и агрессивных сред, загрязнения различной пылью.
Необратимые изменения структуры и химического состава изоляции называют старением, процесс ухудшения свойств изоляции в результате старения - износом.
Главной причиной выхода из строя изоляции машин низкого напряжения являются температурные воздействия. При температурном расширении изоляционных материалов ослабляется их структура, возникают внутренние механические напряжения. Тепловое старение изоляции делает ее уязвимой для механических воздействий.
При потере механической прочности и эластичности изоляция не способна противостоять обычным условиям вибрации или ударам, проникновению влаги и неодинаковым тепловым расширениям меди, стали и изоляционных материалов. Усадка изоляции от воздействия теплоты приводит к ослаблению креплений катушек, клиньев, пазовых прокладок и других крепежных конструкционных деталей, что способствует повреждению обмотки при относительно слабых механических воздействиях. В начальный период эксплуатации пропиточный лак хорошо цементирует обмотку, но вследствие теплового старения лака цементация ухудшается и действие вибрации становится более ощутимым.
В процессе эксплуатации обмотка может загрязняться пылью из окружающего воздуха, маслом из подшипников, угольной пылью при работе щеток. В рабочих помещениях металлургических и угольных предприятий, прокатных, коксовых и других цехов пыль настолько мелка и легка, что проникает внутрь машины, в такие места, куда попадание ее, казалось бы, невозможно. Она образует проводящие мостики, которые могут вызвать перекрытие или пробой на корпус.
Текущий ремонт обмоток электродвигателей
Наружную поверхность машины и доступные внутренние части в процессе технического обслуживания очищают от пыли сухой салфеткой, волосяной щеткой или пылесосом.
При текущем ремонте обмоток машину разбирают. Обмотки осматривают, продувают сухим сжатым воздухом и при необходимости протирают салфетками, смоченными в бензине. При осмотре проверяют надежность крепления лобовых частей, клиньев и бандажей. Устраняют обнаруженные неисправности. Ослабленные или оборванные бандажи на лобовых частях статорных обмоток из круглого провода срезают и заменяют их новыми из стеклянных или лавсановых шнуров или лент.
Если покрытие обмотки находится в неудовлетворительном состоянии, то обмотку сушат и покрывают слоем эмали. Покрывать обмотку толстым слоем эмали не рекомендуется, так как утолщенный слой ухудшает охлаждение машины. Качество проведенного ремонта проверяют замером сопротивления изоляции до и после ремонта.
Короткозамкнутые обмотки асинхронных двигателей при текущем ремонте, как правило, не ремонтируют, а только осматривают. При обнаружении неисправностей роторы отправляют в капитальный ремонт.
Страница 2 из 7
Перед осмотром статор тщательно чистят от пыли, грязи и масла. При большом количестве грязи чистку производят скребками. С целью предотвращения повреждения обмотки скребки изготавливают из дерева. Форма скребков должна обеспечивать чистку обмотки в самых труднодоступных местах: между лобовыми частями обмотки и в вентиляционных каналах. Окончательную чистку производят чистыми салфетками. Особое внимание обращают на чистоту вентиляционных каналов, лобовых частей обмотки, схемных соединений и выводов.
Если имеется масло, то чистку производят с применением бензина Б-70, который хорошо растворяет и удаляет масло. Чистка при помощи салфеток при большой загрязненности маслом потребует больших затрат времени и не обеспечит необходимую чистоту. В таких случаях целесообразно чистить бензином с помощью пульверизатора. Сильная струя смеси воздуха с бензином проникает в любое самое труднодоступное место, растворяет и полностью удаляет грязь и масло.
После чистки обмотку протирают чистой салфеткой. Применение пульверизатора при чистке значительно уменьшает затраты труда на выполнение этой операции и улучшает качество чистки.
Смесь бензина с воздухом взрывоопасна, поэтому при чистке с применением бензина следует выполнить меры безопасности, предотвращающие воспламенение и взрыв паров бензина.
При осмотре статора электродвигателя проверяют плотность установки пазовых клиньев обмотки, состояние бандажей лобовых частей обмотки, схемных соединений, крепления лобовых частей обмотки к бандажным коль- цам. Осматривают и проверяют: крепление сердечника, состояние сварных швов, плотность запрессовки стали, отсутствие повреждений поверхности расточки и нарушения межлистовой изоляции, крепление вентиляционных распорок и нажимных пальцев.
Для нормальной эксплуатации электродвигателя, предупреждающей преждевременное повреждение обмотки статора, пазовая часть секций должна плотно удерживаться пазовыми клиньями. Ослабление крепления пазовой части происходит под влиянием вибрации, подсушки изоляции обмотки и подклиновых прокладок (багажа). В качестве подклииового багажа электромашиностроительные заводы используют электрокартон. Электрокартон, обладая большой гигроскопичностью, изменяет свою толщину в зависимости от степени увлажненности, а также под действием вибрации. Поэтому целесообразно в первый после монтажа капитальный ремонт произвести полную переклиновку пазов статора с заменой прокладок. Прокладки из электрокартона заменяют прокладками из текстолита. Затраты, связанные с заменой прокладок, оправдываются повышением надежности и уменьшением трудозатрат, связанных с переклиновкой пазов обмотки в последующие ремонты электродвигателя.
Плотность пазовых клиньев проверяется простукиванием молотка массой 0,2-0,3 кг. Плотно установленный клин при простукивании по всей длине издает однородный глухой звук без дребезжания. Ослабленный клин при простукивании дребезжит.
Проверке плотности установки подвергаются все пазовые клинья. Ослабленные клинья отмечают мелом. После проверки плотности установки клиньев приступают к переклиновке пазов, имеющих ослабленные клинья. Переклиновка производится с помощью выколотки (рис. 3), изготовленной из стеклотекстолита или текстолита. Ширина выколотки должна быть меньше ширины паза на 2-3 мм.
Переклиновка пазов статора является ответственной операцией, поэтому выполнение ее поручается рабочим, имеющим опыт переклиновки. При неаккуратной выбивке и установке клиньев могут повреждаться обмотка и активная сталь статора.
Электрослесари, назначенные на переклиновку, должны иметь мягкую обувь без гвоздей, в карманах не должно быть металлических предметов. Гвозди в обуви могут вызвать повреждение обмотки и нарушение изоляции стали статора. Оставленные случайно в пазу металлические предметы могут быть причиной повреждения обмотки и стали. На лобовые части обмотки статора в нижней части укладывают резиновые коврики.
Перед установкой пазовые клинья чистят и осматривают. Клинья, имеющие трещины или деформированные заплечики, отбраковывают. Расклиненный паз перед установкой клиньев продувают сухим сжатым воздухом и осматривают.
Рис. 3. Выколотка для переклиновки пазовых клиньев обмотки статора. а - по высоте клина.
При заклиновке пазов на секцию следует укладывать подклиновую прокладку максимальной длины. Для достижения плотности заклиновки укладывают дополнительную вымостку под каждый клин прокладками длиной, равной длине клина. Заклиновка паза ведется двумя электрослесарями с обоих краев паза от середины к краям стали. Соседние клинья устанавливают впритык. Клинья, выступающие в расточку статора, вынимают из паза, дополнительно обрабатывают и в случае целостности заплечиков устанавливают в паз. При установке клиньев следует обращать внимание на совпадение вентиляционных скосов клиньев с вентиляционными каналами статора. Выступающие за паз прокладки обрезаются заподлицо с концевым клином. Для предотвращения выпадания клиньев при их ослаблении при работе электродвигателя целесообразно по одному концевому клину с обеих сторон устанавливать на клее № 88. Для этого укладывают один слой текстолитовых прокладок на секцию. Остальные уплотняющие прокладки под клином клеят между собой и приклеивают к прокладке, уложенной на секцию. При забивке концевых клиньев промазывают скосы паза под клин и прокладку, устанавливаемую
под клином, клеем № 88. После переклиновки бригадир или мастер проверяет плотность установки клиньев простукиванием.
При осмотре состояния лобовых частей обмотки статора обращается внимание на шнуровые бандажи. Ослабленные и оборванные бандажи срезают и на их место устанавливают новые. Для вязки бандажей можно применять льняной крученый шнур, стеклошнур или лавсановый шнур по ТУ РСФСР № 17-48-14-71. При использовании льняного шнура его размачивают в воде, наматывают на барабан и дают возможность в таком положении просохнуть. Наматывают на барабан шнур с усилием в 20-25 кгс. Натяжение шнура создают роликами и пружинами. После вязки бандажа из льняного шнура его пропитывают лаком БТ-99 и покрывают эмалью ГФ-92хс или ГФ-92хк. При использовании стеклошнура или шнура из лавсана их пропитывают лаком БТ-99 до вязки бандажей. Лавсановый шнур используют непосредственно после пропитки лаком, так как пропитанный шнур быстро затвердевает. При осмотре проверяют плотность установки дистанционных колодок лобовых частей обмотки и соответствие их толщины расстоянию между лобовыми частями соседних секций. Если дистанционная колодка тонкая, то ее заменяют более толстой, обеспечивающей плотность установки. При ослаблении или обрыве бандажей, крепящих обмотку к бандажным кольцам, их заменяют.
В практике имеют место случаи истирания изоляции лобовых частей обмотки в местах слабой бандажировки дистанционных колодок. Вследствие вибрации слабо закрепленная колодка протирает слой защитной ленты (киперной или стеклянной) и несколько слоев микаленты. Такой дефект необходимо устранить, иначе он приведет к пробою обмотки. Для этого срезают бандажи, расположенные в непосредственной близости, и аккуратно срезают изоляцию на конус в обе стороны от места повреждения на 40-50 мм. Срезать изоляцию следует аккуратно, чтобы не углубиться ниже последнего поврежденного слоя микаленты. Место срезанной изоляции промазывают тонким слоем лака БТ-95 и изолируют микалентой ЛМЧ-ББ. При изолировке микаленту хорошо утягивают, чтобы место изолировки было плотным и монолитным. Микаленту накладывают таким слоем, чтобы толщина ремонтируемого участка была не меньше толщины соседних участков. После окончания изолировки место ремонта покрывают слоем каперной или стеклянной ленты вполнахлеста, пропитывают жидким лаком БТ-99 и покрывают эмалью.
*При обнаружении дефектов в схемных соединениях их устраняют описанными выше методами.
Если эмалевый покров обмотки находится в неудовлетворительном состоянии или обмотка была замаслена и чистилась с применением бензина Б-70, то ее необходимо покрасить. Если защитная пленка эмали в хорошем состоянии, то покраску производить не следует, так как дополнительное утолщение эмалевого покрытия приводит к ухудшению отвода тепла от обмотки. При покраске обмотки применяют вышеназванные эмали, так как они маслостойки и в случае попадания масла в электродвигатель (предохранят изоляцию от вредного воздействия масла. Обмотку окрашивают с помощью пульверизатора, что облегчает равномерное покрытие и проникновение эмали в недоступные для кисти места. При покраске выполняются меры пожарной безопасности.
При осмотре коробки выводов проверяют крепление изоляторов, отсутствие трещин на фарфоре изолятора и перегрева контактных соединений. При обнаружении следов нагрева выясняют причину нагрева, зачищают поверхность наконечников, проверяют наличие пружинящих шайб и контргаек и при отсутствии укомплектовывают. Проверяют качество пайки кабеля с наконечником. С целью повышения надежности соединения, паянные оловянистым припоем, перепаивают меднофосфорисгым припоем МФ-3. После пайки срезают подгоревшую изоляцию выводов, заизолируют лакотканью, накладывают слой защитной ленты и покрывают эмалью. В последнее время для изолировки выводных концов нашла применение самослипаюшаяся резиновая лента типа ЛЭТСАР и на стеклянной основе типа РЭТСАР.
При запылении и увлажнении поверхности изоляторов происходит резкое снижение его сопротивления, что может привести к перекрытию по поверхности. Поэтому на многих электростанциях реконструируют выводные коробки путем демонтажа опорных изоляторов. Выводы обмотки электродвигателя соединяют непосредственно с кабелем и изолируют семью-восьмью слоями лакоткани.
Расстояние между контактными соединениями разных фаз и корпусом должно быть не менее 60 мм. Для этого необходимо расширить окно с выводной коробке за счет удаления опорных элементов изоляторов. Между корпусом электродвигателя и выводной коробкой устанавливают теплостойкую прокладку толщиной 5-8 мм. Обнаруженные неплотности устраняют установкой прокладок из резины, асбошнура на эмали, латекса или влагостойкой замазкой. Для предотвращения попадания влаги в коробку выводов у электродвигателей, эксплуатируемых на открытом воздухе, изготовляют дополнительный кожух. Основание кожуха приваривают сплошным швом к корпусу статора, а крышку кожуха с помощью болтов через резиновую прокладку соединяют с основанием.
При осмотре активной стали статора проверяют в первую очередь плотность ее прессовки. Запрессовку стали проверяют с помощью специального ножа (рис. 4), вставляемого между листами активной стали. При плотной запрессовке нож не должен заходить между листами под действием усилия руки. Характерными для мест слабой запрессовки стали являются пятна со следами пыли кирпичного цвета. Образование пыли является следствием взаимного перемещения листов стали из-за вибрации. Места ослабленной прессовки должны быть отмечены и уплотнены в период ремонта. Отмеченные места очищают от следов контактной коррозии металлической щеткой. Отгибая отдельные лепестки стали зубца, продувают их сжатым воздухом и покрывают тонким слоем эмали ГФ-92хс из пульверизатора. Из стеклотекстолита вырезают уплотняющий клин и забивают его в ослабленное место. Толщина клина зависит от степени ослабления прессовки и уточняется в каждом конкретном случае по месту. Уплотняющий клин изготавливают длиннее зубца стали статора на 20-25 мм.

Рис. 4. Нож для проверки плотности запрессовки активной стали статора.
Перед установкой клин покрывают эмалью ГФ-92хс и забивают молотком. Уплотняющий клин удерживается от выпадания пазовыми клиньями соседних пазов с помощью «ласточкина хвоста». После установки клина место ремонта покрывают лаком БТ-99 или эмалью ГФ-92хс.
При общем ослаблении запрессовки стали обычно требуется полностью вымотать обмотку статора и специальным прессом создать давление на сталь до 15- 20 кгс/см 2 .
Слабо закрепленные вентиляционные распорки и нажимные пальцы аккуратно приваривают к активной стали. Сварку необходимо выполнить так, чтобы не замкнуть листы активной стали между собой и не создать замкнутый контур.
При обнаружении повреждений поверхности расточки статора, следов местного повышенного нагрева или нарушения межлистовой изоляции испытывают активную сталь на нагрев и при необходимости производят ремонт стали по технологии, описанной ниже.
Дефекты сварных швов устраняют подваркой. При проведении сварочных работ ремонтируемую часть отгораживают асботканью с целью предупреждения попадания шлака и окалины в вентиляционные каналы и обмотку.
Услуги по капитальному ремонту общепромышленных и спецдвигателей электродвигателей отечественного и импортного производства, включая высоковольтные.

 |
КАПИТАЛЬНЫЙ РЕМОНТ ЭЛЕКТРОДВИГАТЕЛЕЙ Проведение полного комплекса работ по капитальному ремонту электродвигателей. Полная разборка электродвигателя с извлечением обмоток, перемотка статора и ротора, динамическая балансировка ротора и якоря, высокотехнологичная пропитка обмоток, восстановление посадочных мест и замена подшипников, покраска, испытания на стенде, замер технических и электрических данных электродвигателя после кап. ремонта, тестовая нагрузка. |
|
ПЕРЕМОТКА ЭЛЕКТРОДВИГАТЕЛЕЙ Услуги по замене обмоток электродвигателей любой сложности и модификаций отечественного и импортного производства. Перемотка спецдвигателей не серийного производства. Определение пригодности и неисправности обмоток. Расчет и замена обмотки двигателя с сохранением первоначальных заводских характеристик. Защита обмоток от перегрева. Сушка, высокотехнологичная пропитка и испытания обмоток. Ремонт, перемотка от 24 ч. |
|
|
|
МОДЕРНИЗАЦИЯ ЭЛЕКТРОДВИГАТЕЛЕЙ Изменение напряжения, мощности и частоты вращения вала. Установка независимой вентиляции, устройств (датчиков) температурной защиты обмоток и подшипников, электромагнитных тормозов на вал электродвигателей... Модернизация и ремонт электродвигателей по энергосберегающей технологии. Модернизация с учетом существующих требований производства, отвечающих современному уровню техники. |
ЦЕНЫ НА РЕМОНТ АСИНХРОННЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ KARCHER
КОЭФФИЦИЕНТЫ
Цена на ремонт двигателей специсполнения импортного и отечественного производства ДОГОВОРНАЯ!Цена на ремонт электродвигателей не указанных в прайсе ДОГОВОРНАЯ!PROMOTION : Каждая десятая единица заказа ремонтируется бесплатно “10-й заказ бесплатно”, десятый и меньший по стоимости ремонт - заказчик получает БЕСПЛАТНО!!! (при условии если заказчик сообщит, что узнал о промоакции на сайте ) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Электродвигателем называется электрическая машина, с помощью которой электрическая энергия преобразуется в механическую. По роду тока электродвигатели разделяются на электродвигатели переменного тока и электродвигатели постоянного тока. В промышленности применяют главным образом трехфазные асинхронные двигатели переменного тока.
ООО РемМотор производит ремонт электродвигателей, независимо от того, где они применяются.
В зависимости от массы и размеров, а также от характера ремонта двигателя либо ремонтируются на месте, либо направляются на наше предприятие. Взаимные обязательства заказчика и нашего предприятия рег-ламентируются в технических условиях ремонта.
Приемка в ремонт производится по акту, в котором кроме паспортных данных и предполагаемого объема ремонта указываются технические требования, которым должно удовлетворять оборудование после осуществления ремонта: мощность, напряжение, энергетические показатели и др. В ремонт принимаются только комплектные электродвигатели, имеющие все основные узлы и детали, включая старые обмотки. Все соединительные и установочные детали должны быть демонтированы заказчиком. Как правило, мы не ремонтируем машины с разбитыми корпусами и подшипниковыми щитами, а также со значительным (более 25 %) повреждением магнитопроводов, хотя бывают и исключения. Ремонт мы всегда выполняем качественно, чтобы после него был обеспечен необходимый уровень эксплуатационной надежности, а технические показатели вашей техники соответствовали стандартам и нормам.
Отремонтированный двигатель обеспечивается всеми необходимыми деталями, включая при необходимости соединительные и установочные, а камеры подшипников качения заполняются смазкой. Поверхности корпуса и подшипниковых щитов покрывают краской, а концы валов - консервационной смазкой. После проведения послеремонтных испытаний мы можем гарантировать безотказную работу электродвигателя в течение одного года, при соблюдении условий транспортирования, хранения и эксплуатации. Выходные концы обмоток маркируют в соответствии со стандартом, а на корпус машины устанавливают новый щиток с указанием нашего предприятия (проводившего ремонт), даты выпуска из ремонта и технических данных электродвигателя в соответствии со стандартами. В процессе ремонта технологические карты ремонта электрических машин, составленные в виде таблиц, в которых приведены номера и содержание всех технологических операций, технических условий и указаний по проведению ремонта. В них также приводятся данные об оснастке и оборудовании, необходимом для ремонта, и нормы времени на проведение отдельных операций.
Этот вид ремонта применяется для машин, находящихся в эксплуатации или в резерве. Текущий ремонт проводится на месте установки электродвигателя с его остановкой и отключением силами вашего обслуживающего электротехнического персонала. Если для проведения текущего ремонта требуются специальные сложные приспособления и значительное время, то он проводится силами персонала электроремонтного или специализированного предприятия. В процессе ремонта наши мастера выполняют следующие работы:
Этот вид ремонта применяется для двигателей, находящихся в эксплуатации. Капитальный ремонт проводится для восстановления работоспособности и полного восстановления ресурса электрической машины с восстановлением или заменой всех изношенных или поврежденных узлов и заменой обмоток. Ремонт машины бывает и нецелесообразен, если имеются значительные повреждения механических узлов, которые невозможно устранить силами нашего предприятия.
Типовой объем капитального ремонта включает в себя:
При капитальном ремонте электродвигателей производят замену подшипников качения, выработавших свой ресурс (вне зависимости от их состояния). Решение об использовании подшипников, не выработавших свой ресурс, принимается после их дефектации. При этом следует помнить, что ущерб от возможного отказа подшипника и связанного с этим отказа (остановки) двигателя существенно больше стоимости самого подшипника.
Обмотки из круглого провода и низковольтные обмотки из прямоугольного провода при ремонте, как правило, повторно не используют, поскольку извлечь такой провод без повреждения практически невозможно. После извлечения они передаются на переплавку. Высоковольтные обмотки из прямоугольного провода могут использоваться повторно после замены витковой и корпусной изоляции.
При дефектации мы проводим визуальный осмотр узлов и деталей машины, проводим необходимые измерения и испытания, определяем целость отдельных деталей и сборочных единиц, состояние рабочих поверхностей для установления объема необходимого ремонта. Если сборочная единица не имеет повреждений, ее разборку не производят. Разборка должна проводиться с ис-пользованием специального инструмента, чтобы не повредить детали и сборочные единицы.
Перед снятием шкивов, полумуфт, шестерен и других соединительных деталей с вала машины следует вывернуть стопорный винт или выбить шпонку, фиксирующие соединительную деталь с валом. Место посадки заливают антикоррозионной жидкостью для устранения коррозии в месте контакта. При снятии этих деталей используют двух- или трехлапчатые съемники (переносные ручные или гидравлические). При снятии крупных деталей, требующих больших усилий, нами применяются гидравлические съемники, усилие в которых создается с помощью гидравлического пресса. В ряде случаев для уменьшения требуемых для съема детали усилий производится нагрев детали. Для уменьшения нагрева вала его обертывают смоченным в воде асбестовым картоном, а нагрев проводят интенсивно одной или двумя горелками, начиная от края детали по направлению к ступице. Температуру детали можно контролировать периодическим прикосновением прутка из олова, температура плавления которого около 250°С. В процессе нагрева внимательно следят за началом трогания детали, поскольку на нее действует большое усилие от съемника. Для нагрева детали можно использовать токи высокой частоты, при котором вал практически не нагревается.
Снятие подшипниковых щитов можно производить отжимными болтами, если они предусмотрены в конструкции. В этом случае отжимные болты завертывают равномерно в отжимные отверстия, не допуская перекоса подшипниковых щитов. Ротор небольшой массы выводят из статора руками, поддерживая его с двух сторон, как описано выше. Более крупный ротор выводят из статора с помощью спец. приспособления.
На нашем предприятии для разборки двигателей с высотой оси вращения 112...280 мм (3...9 габарит) используют специальный стенд для разборки двигателей. Перед установкой на стенд с двигателя снимают кожух вентилятора, вентилятор и болты, крепящие крышки подшипников, и подшипниковые щиты. Двигатель устанавливают на стенде рабочим концом вала к подвижной стойке и закрепляют с помощью зажимов. С помощью электропривода устанавливают пиноли по высоте оси вращения двигателя и, перемещая стойку, фиксируют двигатель в пинолях. Включают движение стола влево по направляющим, при котором левый подшипниковый щит выпрессовывается с наружного кольца подшипника, а правый - из замка на корпусе. Между правым подшипником и корпусом двигателя устанавливают опорную вилку (не показана) и включают движение стола вправо. При этом левый подшипниковый щит выпрессовывается из замка на корпусе, а правый подшипник - с вала.
Устанавливают опорную вилку между левым подшипником и корпусом двигателя и включают движение стола влево, производя выпрессовку левого подшипника с вала. Затем выводят пиноли из центров вала, поворачивают стол с двигателем на угол 60...90° и снимают с вала крышки подшипников, подшипниковые щиты и подшипники.
Одним из указанных выше способов выводят ротор из статора, ослабляют зажимы и снимают корпус (статор) двигателя со стенда.
На все детали и узлы навешивают бирки с одним ремонтным номером двигателя и направляют статор на участок удаления (извлечения) обмотки, а остальные узлы и детали - на мойку. Если ротор имеет фазную (не короткозамкнутую) обмотку, то его направляют вместе со статором на участок удаления обмотки.
Технология разборки любой крупной электрической машины с подшипниками скольжения имеет свои специфические особенности, связанные с ее конструкцией, местом установки, наличием грузоподъемных механизмов и др. Поэтому приведем только общие операции по разборке крупных машин.
При разборке измеряют:
Результаты измерений заносят в формуляр, проводят предремонтные испытания и приступают к разборке машины. Снимают наружные и внутренние щиты и диффузоры, в воздушный зазор под ротор заводят лист электрокартона и после разборки опорных подшипников опускают ротор на статор. После этого снимают полумуфты или шестерни, подогревая их при необходимости, зачищают посадочные поверхности и определяют натяг. Чтобы не повредить обмотки статора при выводе ротора, их закрывают листами из прессшпана или резины. Ротор извлекают с помощью грузоподъемных механизмов и специальных скоб (для роторов массой до 500 кг), пригодных для роторов машин до 19 габарита включительно. Для выведения ротора на кран подвешивают траверсу с двумя регулировочными болтами. В настоящее время разработаны специальные приспособления для выведения ротора из статора без применения грузоподъемных механизмов. После разборки детали и узлы крупных электрических машин несколько раз протирают салфетками, смоченными в бензине.
В процессе работы электрической машины происходит износ вызывающий ослабление крепления и изменение формы отдельных деталей магнитопроводов. Детали теряют свою работоспособность в результате повреждений различного рода. Все это требует ремонта или замены этих деталей. Характерными повреждениями сердечников статоров (роторов) являются ослабление посадки сердечника в корпусе (на валу), их сдвиг в осевом направлении, распушение крайних листов, ослабление прессовки, нарушение изоляции между листами, выгорание или оплавление отдельных участков и износ внутренней (наружной) поверхности.
Сначала осматривают сердечник статора и проверяют состояние стопоров и кольцевых шпоночных канавок, в которых они установлены. Затем устанавливают сердечник на место по заводскому исполнению и закрепляют его новыми стопорами или кольцевыми шпонками, причем отверстия для стопоров сверлят в новом месте. При ослаблении посадки сердечника ротора его выпрессовывают с вала, вал ремонтируют или заменяют на новый и вновь устанавливают сердечник ротора.
Для устранения этого дефекта в машинах малой мощности пропиливают ножовочным полотном наклонные пазы в зубцах и проваривают эти пазы электродуговой сваркой. При сварке распушенные зубцы сжимают сегментом или кольцом с помощью шпилек, пропущенных через пазы. Сварные швы опиливают совместно с сердечником до требуемого размера. Распушенные зубцы можно также склеить, промазав лаком и стянув кольцом и шпильками до полного высыхания лака.
Для машин большей мощности, имеющих относительно высокие зубцы, указанные способы ремонта не применяют, поскольку они не обеспечивают прочное и надежное скрепление зубцов и создают замкнутые контуры для протекания вихревых токов. В этом случае рекомендуется установить дополнительную шайбу с пальцами, или установить отдельные нажимные пальцы между сердечником и нажимной шайбой. Фиксация дополнительных элементов может производиться с помощью штифтов. Такой ремонт возможен при распрессовке сердечника и его частичной или полной перешихтовке.
При общем ослаблении прессовки сердечников небольшого диаметра между нажимной шайбой и крайними листами сердечника через каждые 2...4 зубца забивают текстолитовые клинья, обеспечивающие нормальную прессовку сердечника. Чтобы определить необходимую толщину клина, можно предварительно опрессовать сердечник при давлении 1 МПа. Ширина клина не должна превышать ширины зубца. Для предохранения клина от выпадения его перед установкой промазывают клеящим лаком и загибают крайний лист сердечника. При местном ослаблении прессовки сердечника статора (дефект или выпадение вентиляционной распорки) поврежденную распорку выправляют, а вместо выпавшей забивают текстолитовый клин, загибая на него с двух сторон крайние листы сердечника. При ослаблении прессовки сердечников крупных электрических машин, у которых прессовка осуществляется стяжными шпильками, производят подтяжку шпилек. Для этого удаляют сварные швы, стопорящие гайки стяжных шпилек от самоотвинчивания, подтягивают четыре гайки, расположенные в диаметрально противоположных точках, и производят обтяжку нажимного фланца, завертывая остальные гайки в несколько обходов. По окончании подтяжки восстанавливают сварные швы. Если гайки не удается подтянуть или подтяжкой не удается восстановить прессовку сердечника, прессовку восстанавливают забивкой в зубцовую зону клиньев из стеклотекстолита. Поверхности для забивки клиньев обезжиривают и подсушивают, контактные поверхности сегментов и клиньев промазывают лаком или эпоксидным клеящим лаком. После установки клиньев для полной полимеризации проводят сушку при температуре 20...25°С в течение 10...12ч.
Если имеется нарушение на небольшую глубину лакового покрытия отдельных сегментов, прилегающих к месту установки клиньев, то перед за-бивкой клина между сегментами вставляют прокладки из слюды на лаке на глубину 20... 35 мм. Местные нарушения межлистовой изоляции на поверхности статора устраняют путем установки лепестков слюды между сегментами или изолировкой сегментов жидким лаком. Для этого сегменты разводят специально заточенными узкими и тонкими стальными полосами необходимой длины.
Большие площади повреждений устраняют травлением в концентрированной азотной кислоте. На статор наматывают намагничивающую и контрольную обмотки и, пропуская по намагничивающей обмотке ток, определяют место повышенного нагрева, что свидетельствует о повреждении изоляции. Поверхность, окружающую место повреждения, защищают шпаклевкой и химически стойкой эмалью, нагревают поврежденную зону до 75... 105 °С с помощью намагничивающей обмотки и, отключив ток, протравливают поврежденное место концентрированной азотной кислотой. После окончания травления остатки кислоты нейтрализуют 10 % раствором кальцинированной соды, и промывают ремонтируемое место горячей дистиллированной водой тем-пературой 40... 60 °С. Затем протирают его салфетками и промывают спиртом.
При выгорании или оплавлении участка зубца сердечника удаляют дефектную часть и устанавливают на ее место "протез" из стеклотекстолита для предотвращения выпучивания обмотки. Удаление поврежденной области производят с помощью острого зубила с его возможным предварительным высверливанием, после чего устраняют замыкания листов. "Протез" изготавливается по месту и устанавливается на клее.
Для этого при эксплуатации электродвигателей необходимо пользоваться нормативно-техническими документами:
ПУЭ - Правила устройства электроустановок
ПОТ РМ-016-2001 - Межотраслевые правила по охране труда (правила безопасности) при эксплуатации электроустановок
ПТЭЭП - Правила технической эксплуатации электроустановок потребителей
ИОТ Р 10-053-04 - Инструкция по охране труда электромонтёра по ремонту и обслуживанию электрооборудования и электроустановок
ИОТ Р 10-202-04 - Инструкция по охране труда для электромонтёра по эксплуатации распределительных сетей
ИОТ Р 10-204-04 - Инструкция по охране труда для электромонтёра по обслуживанию подстанций
| Статьи по теме: | |
|
Дополнительная образовательная программа - дс дельфин
Муниципальное бюджетное дошкольное образовательное учреждение... Брак: условия заключения брака, права и обязанности супругов
В последние несколько лет все больше становится популярным так... Складской учет Ведение складского учета в 1с 8
1С: Бухгалтерия 8.2. Понятный самоучитель для начинающих Гладкий Алексей... | |




